

- ホーム
- CILギャランティーラベル
- 品質検査項目と認定基準
- ダウンパワー / フィルパワー / かさ高
CILギャランティーラベル
ダウンパワー / フィルパワー / かさ高





検査方法
ダウンパワーの測定方法
JIS L1903-2011(羽毛試験方法)
かさ高性試験
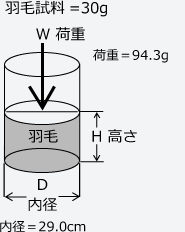
スチーム法で前処理した羽毛30gを、内径29cmのシリンダーに入れ、荷重用円盤94.3gを掛ける。
そのときの高さを測定し、羽毛の体積を求め、1g当りの体積をダウンパワーとして表す。
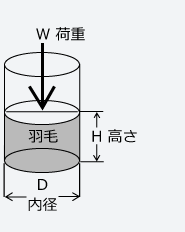
フィルパワーの測定方法
測定方法は右図に示すような測定用シリンダーの中に一定量の羽毛を入れ、上部から荷重用円盤を乗せて一定時間後の高さHを測定します。パワーのある羽毛は体積が大きく高さHが高くなります。
フィルパワーの測定にはUSA法とIDFB法がありますが、アメリカでは2000年にUSA法が廃止されIDFB法に変更されました。(ASTM D-4522)
日本では新しいJIS L1903-2011のかさ高性試験で、従来の高さ(cm)測定方法に加え、フィルパワーと同様の体積(cm3/g)測定方法が追加されました。
かさ高性
- 1:装置
-
かさ高性の装置は、次による。
a) かさ高測定装置は、図2に示すような円筒部、荷重用円盤部及び試料投入器から構成するか、又はこれと同等の性能をもつもの。
1) 円筒部 円筒とそれを載せる台から構成し、円筒は内径290mm±1mm、高さ500mm±10mmで透明な円筒の側面の3か所に2mm単位の目盛をもち、内壁は、平滑仕上げとする。台は、円筒の内径と同じ直径で高さ約10mmの円柱状の凸部があり、水平の調節ができるもの。
2) 荷重用円盤部 荷重用円盤部は、つり下げる糸、糸巻き及び荷重用円盤からなる。荷重用円盤は、次による。
2.1) 荷重用円盤A 荷重用円盤は、アルミニウム製で直径285mm±1mm、縁は面取り仕上げとし、外縁及び桟の幅は約30mmで、3か所の扇状の空洞部分にはナイロン製織物を貼り付けたもので総質量は120g±0.5gとし、外縁の3か所に円筒の目盛を指す指標をもち、糸巻きは荷重用円盤を上下に移動及び静止できるもの。ただし、ナイロン製織物は繊度12tex、25.4mm間の密度が、たて100本±10本、よこ85本±10本程度のナイロンタフタ生地とする。
2.2) 荷重用円盤B 荷重用円盤Aと同様で総質量が、94.3g±0.5gのもの
2.3) 試料投入器 下部の試料落下口は内径160mmで開閉できる蓋をもつもの
b) ステンレス金網製調整容器(蓋付) サイズ:幅300mm、奥行400mm及び高さ500mm。金網の目の大きさ:1.0mm×1.0mm程度。
c) かくはん棒 木、竹、金属製などの棒(長さ:約500mm∼600mm、太さ:約10mm)
d) ドライヤー 定格:1200W以上、風量:1m₃/min以上
e) スチーム発生器 ヒーター出力:1000W以上、スチーム吐出圧力:0.30MPa以上
f) 天びん 0.1gまでひょう量できるもの。 - 2:前処理
-
試験試料の前調整の方法は、次による。
a) ドライヤー法 主に、精毛後の羽毛など圧縮されていない羽毛原料に適用する。
1) 試験試料約35gをステンレス金網製調整容器に入れ、かくはん棒でよくかくはんする。蓋をした後、ドライヤーを金網に可能な限り近づけて、1面30秒間、4面合計2分間熱風を吹き付ける。
2) このとき羽毛が舞い上がるように吹き付け、温湿度の変化の少ない室内に24時間以上放置する。
3) 24時間後、ドライヤーを金網に可能な限り近づけて、1面30秒間、4面合計2分間熱風を吹き付ける。その後、標準試験室に5時間以上放置する。
b) スチーム法 主に、ふとん、ジャケットなどの製品に充填された羽毛など圧縮された羽毛に適用する。
1) 試験試料約35gをステンレス金網製調整容器に入れ、かくはん棒でよくかくはんする。蓋をした後、ドライヤーを金網に可能な限り近づけて、1面30秒間、4面合計2分間熱風を吹き付ける。直ちにスチーム発生器で1面10秒間、4面合計40秒間スチームを吹き付けた後3分間〜10分間放置する。
2) ドライヤーを金網に可能な限り近づけて、1面30秒間、4面合計2分間、熱風を吹き付け、更に1面15秒間、4面合計1分間熱風を吹き付けた後、温湿度の変化の少ない室内に24時間以上放置する。
3) 24時間後、ドライヤーを金網に可能な限り近づけて、1面30秒間、4面合計2分間熱風を吹き付けた後、標準試験室に5時間以上放置する。 - 3:試験の操作
-
2の試料から、30g±0.1gの試験試料を1個採取し、次のa)、b)の操作を3回繰り返す(※)。
a) この試料を試料投入器に入れ、蓋を開け試験試料を円筒の中に静かに落下させる。
b) 試料投入器を外し、荷重用円盤を円筒の中にゆっくり降下させ、荷重用円盤をつるしている糸が緩んだときから2分後の荷重用円盤の高さを、円筒の3か所の目盛によって、1mmの単位まで測定し、その平均値(mm)をかさ高性とする。
かさ高性は、3回繰り返し測定した値(3か所の目盛の平均値)の平均値で表す(整数位に丸める)。
−荷重用円盤Aを用いた場合は、この平均値を試験結果とする。
−荷重用円盤Bを用いた場合は、平均値に2.2を乗じた値(cm3/g)を試験結果とする。
試験結果には前処理の方法及び荷重用円盤の総質量を付記する。
(※) 1回目と2回目との差が2mm以下の場合は2回で終了し、2回の平均を試験結果としてもよい。

